ここで、ご紹介するJCM PC/CFRTP複合材は、情報家電メーカーに、実際に量産部品に採用されているそのものです。
複数年かかって研究開発され、取捨選択された後に選ばれた量産コンポジットのCFRTP板です。
JCM PC/CFRTP複合材は、3K平織カーボンとポリカーボネートのポリマーで作られています。
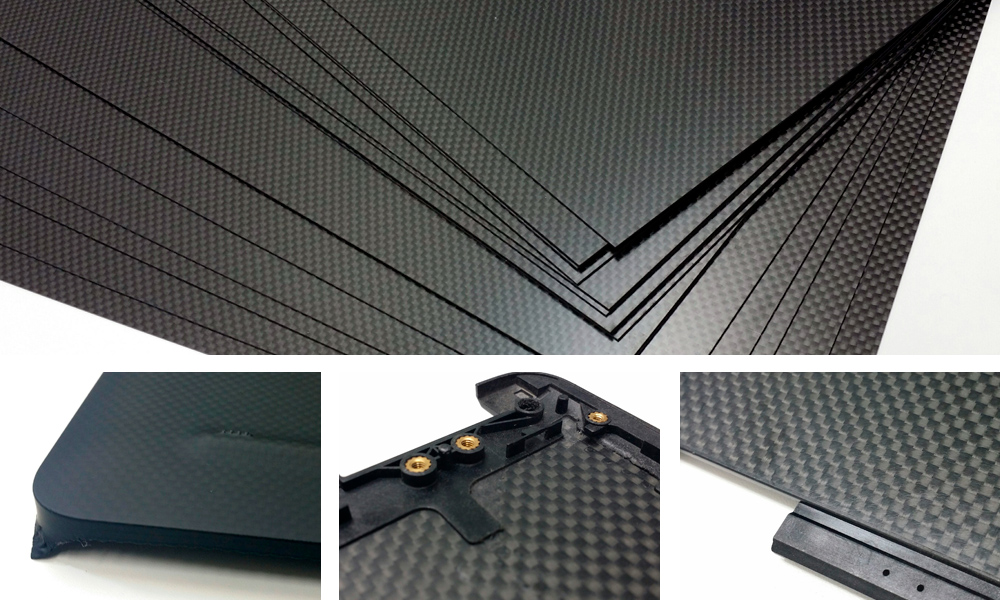
高い剛性と強度の優れた機械的特性、および美しい3K平織カーボンの外観品質を有しています。
この材料の特徴は、ポリカーボネートの連続繊維への優れた濡れ接着性能に起因してます。
熱可塑性コンポジット(CFRTP)ですので、熱成形され、両面に洗練されたロゴが形成可能です。
ハイブリッド成形用材料としてインサート成形が可能です。
表面の平滑性を高く維持しているため容易に塗装が可能です。
これらの特性の結果として、このPC CFRTP板は、情報家電、ロボット、電子デバイスの筐体、一般産業用途および自動車部品の用途に理想的な材料であるといえます。
また、JCM PC/CFRTP複合材はRoHS、REACH等の環境保護規制基準要件を満たしています。
| PROPERTIES | TEST MEHTOD | UNIT | RESULTS | |
|---|---|---|---|---|
| Material | Polymer | Polycarbonate | ||
| Material | Resin Content | % | 40 | |
| Material | Density | D 792 | g/cc | 1.53-1.57 (0.8-1.0mm thick) |
| Material | Glass Transition Temperature | DSC | ℃ | 150 |
| Material | Meiting Temperature | DSC | ℃ | 220(not exact) |
| Material | RoHS | Accord | ||
| Material | REACH ANNEX XIV SVHC Candidate List | Accord | ||
| Mechanical | Thickness Temperature | ±0.05mm (0.8-1.0mm thick) | ||
| Mechanical | Flexural Stress | D 790 | MPa | 600 |
| Mechanical | Flexural Modeulus | D 790 | GPa | 40-45 |
JCM PC/CFRTP板の通常の熱成形プロセスは、加熱、保持および冷却段階の3つの段階に分けることができます。
成形されたJCM PC/CFRTP板の優れた表面および平坦性は、コンスタントな熱成形プロセスによって得ることができます。
様々な用途に対して異なる要件があるので、成形サイクルを短縮するためには、熱成形のプロセスを個々の要件に合わせ修正し、最適化していただく必要があります。
例えば、優れた表面平滑性を得るためは、ピーク時の圧縮成形温度を低下させるというのも効率的な方法です。
以下に、通常の熱成形プロセスをご紹介します。
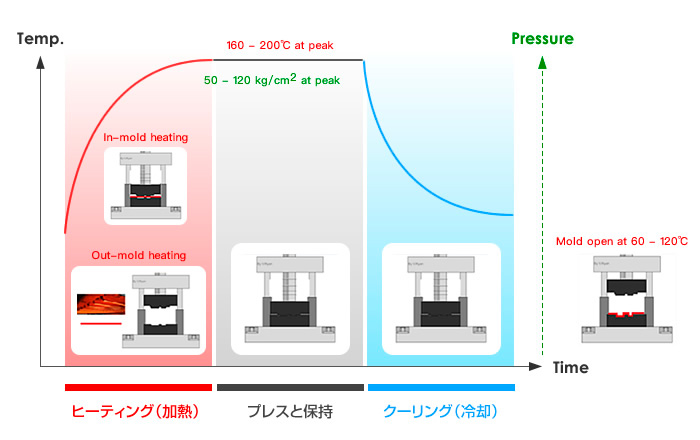
- ヒーティング(加熱)
このステージでは、JCM PC/CFRTP複合材と圧縮成形用の金型を加熱します。
JCM PC/CFRTP複合材を150℃のガラス転移温度(Tg)以上に軟化させるためには、材料を十分に加熱する必要があります。十分な加熱がなされていない状態での成形は、プレスの圧力で破壊されてしまいます。
通常、加熱温度は160~200℃が推奨されます。
上の図の「加熱段階」に示すように、JCM PC/CFRTP複合材を加熱する2つの方法が可能であります。
インモールド加熱とアウトモールド加熱です。
インモールド加熱時には、JCM PC/CFRTP複合材を、圧縮成形型にわずかに接触させると、 設定された温度に達するのが早くなります。
アウトモールド加熱の場合は、成形金型の加熱と同時に、JCM PC/CFRTP複合材を、IRヒーター、オーブンなどの加熱装置によってプレス成形金型の外側に加熱します。
次に、搬送装置などを使って十分加熱された材料を加熱プレス金型に移します。 - プレスと保持
JCM PC/CFRTP複合材がプレス成形可能な温度に達すると、すぐにプレス成形金型を閉じ、50~120kg / cm2の範囲の圧力を一定時間JCM PC/CFRTP複合材に加えます。
一般に、PC CFRTP複合材をプレスするのに数十秒とされます。
保持とプレスのステージでは、圧力と温度を保つことが重要です。 - クーリング(冷却)
最後に、JCM PC/CFRTP複合材を硬化させて固めます。
型の温度がTg以下になると直ちにプレス金型を開きます。通常、金型温度は60~120℃が推奨されます。
最適な開型温度は、商品に要求される表面平滑性および表面品質の要件に依存します。
JCM PC/CFRTP複合材は、海外で情報家電機器を量産している成形工場で採用されている量産コンポジット材料です。
海外では、金属、プラスチック、複合材料のような様々な材料の長所と強みを強化するためにマルチ・マテリアル複合材の時代になっています。
JCM PC/CFRTP複合材は、接着工程なしで直接接合でき、射出成形された熱可塑性PCと一体化して一体化することができる理想的なインサート材です。
射出成形のPCは、非常に容易に複雑な構造を形成することができ、 JCM PC/CFRTP複合材は、軽量で薄く剛性の強度を提供します。
本質的に均質なポリマーであるため、優れた接着力と剥離強度を得ることができます。
さらに、金属製のネジまたは金属部品は、PC CFRTP複合材および射出プラスチックと一緒に挿入して、ハイブリッド成形部品を形成することもできます。
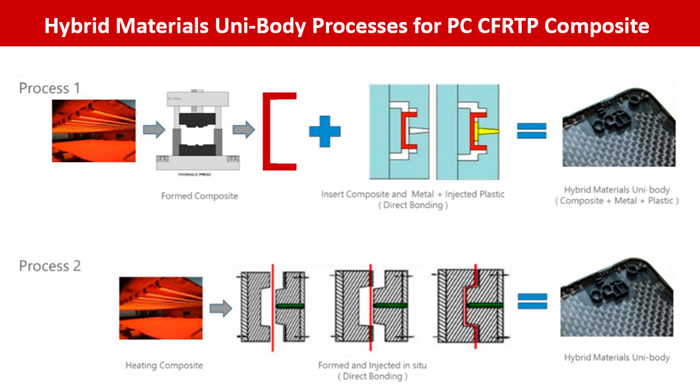
上の図は、ハイブリッド材料部品の成形プロセスを示しています。
プロセス1では、PC CFRTP複合材はインサート射出成形の前に成形される。プロセス2に関しては、PC CFRTPコンポジットが成形され、その間にインサート射出成形が行われます。
プロセス1またはプロセス2のいずれかで、高い自動化で実装することができます。
タイプ1
板厚:0.8 ±0.05
全長:350 +3.0/-1.0
全幅:290 +3.0/-1.0
タイプ2
板厚:0.95 ±0.05
全長:420 +3.0/-1.0
全幅:360 +3.0/-1.0
タイプ3
板厚:1.2 ±0.05
全長:325 +3.0/-1.0
全幅:215 +3.0/-1.0